The beverage industry is currently grappling with a fundamental paradox: the very materials that keep our food safe and shelf-stable are often the hardest to recycle. For decades, the aseptic carton-familiar to anyone who has purchased milk or juice-has relied on a complex “poly-al” sandwich of paperboard, low-density polyethylene, and aluminum foil.
While this structure is a marvel of food engineering, its end-of-life reality is less impressive. Because these layers are bonded through high-heat extrusion, separating them requires specialized facilities that many regional recycling streams simply do not possess. Consequently, a significant portion of these high-value materials ends up in landfills.
A recent patent assigned to Nestlé (US12539695B2) reveals a significant technical breakthrough that could redefine the recyclability of these containers. Inventors Johannes Zimmer and Alexey Vishtal have developed a recyclable paper-based laminate that maintains the rigorous barrier properties required for aseptic filling while ensuring the material can be processed in standard paper recycling streams alongside corrugated cases and mixed waste.
The Limitations of Traditional Extrusion
To appreciate the innovation, one must first understand the engineering constraints of current packaging. Traditional multilayer materials are typically assembled via extrusion lamination. In this process, melted thermoplastic resin is forced through a die to create a thick polymer film that acts as both a barrier and a bonding agent.
While effective, this creates two primary issues for recyclability. First, the resulting plastic layers are often thicker than 15 microns, giving them high cohesive strength that prevents them from breaking down during repulping. Second, the “trapped” cellulosic fibers are shielded by these hydrophobic plastic layers, making it nearly impossible for water to penetrate and recover the pulp in a standard recycling bath.
Furthermore, the inclusion of aluminum foil, while excellent for oxygen and light protection, adds another layer of complexity. Standard aseptic cartons typically contain about 75% fiber, 20% plastic, and 5% metal. This composition is just far enough away from pure paper to require “Extended Producer Responsibility” fees and specialized sorting technologies like Near-Infrared (NIR) systems.
The Architecture of a Recyclable Barrier
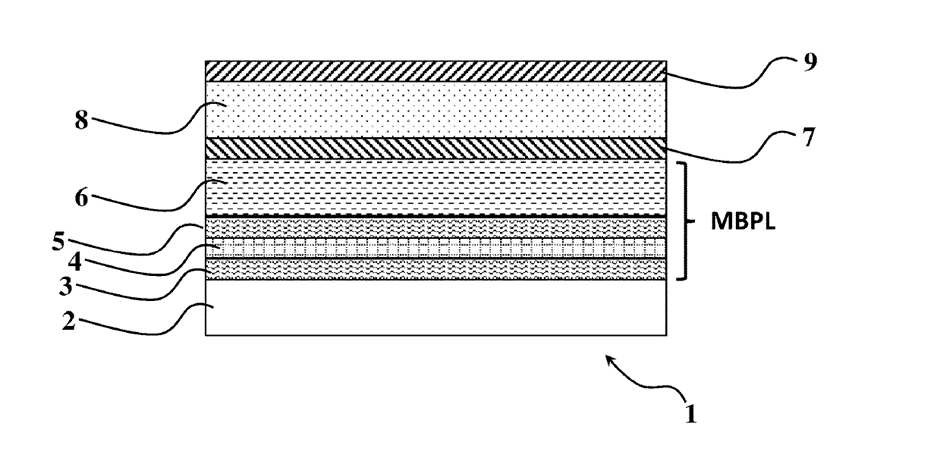
The technical breakthrough described in the Nestlé patent centers on a shift from heavy extrusion to a high-precision, dispersion-coated multilayer structure. As illustrated in the schematic cross-section of Figure 1, the invention replaces the traditional thick plastic and foil layers with a “barrier metallized paper layer,” or MBPL.
The structure is formed as a unitary sheet comprising several distinct functional zones. At its core is a paperboard (8) with a grammage between 120 and 500 g/m2 to provide the necessary structural stiffness for 3D packaging formats like bricks or tubes. This is bonded to the MBPL using a water-based or solvent-less adhesive (7). This choice of adhesive is critical: unlike extrusion bonding, adhesive lamination allows the layers to detach more easily during the mechanical stress of a repulping process.
Engineering Performance and Material Science
The engineering challenge was to reduce the plastic content without compromising the shelf-life of the product. The patent claims a total fiber content of between 85% and 93% by weight, a significant increase over traditional aseptic materials. By utilizing dispersion coating-where solid polymer particles are applied in a water carrier-the thickness of individual polymer layers is kept between 1 and 10 microns.
Despite this reduced thickness, the material achieves impressive barrier metrics. The Water Vapor Transmission Rate (WVTR) is maintained between 10 and 0.1 g/m2/d, and the Oxygen Transmission Rate (OTR) ranges from 100 to as low as 0.1 cc/m2/d. Crucially, the MBPL features a water absorption “Cobb” value of 0 g/m2 at 60 minutes, ensuring the package remains liquid-tight even in high-moisture environments.
Mechanical integrity is another focal point of the patent. To ensure the laminate can be converted into packages on conventional form-fill-seal (FFS) machinery, the bending stiffness is carefully controlled between 200 and 700 mN. Furthermore, the interlayer adhesion strength is maintained above 1.5 N/15 mm to prevent delamination during transport or usage.
From Theory to Industrial Application
The practical implications of this design extend beyond just the material layers. The patent specifies that the innermost layer (2) remains a water-resistant polyolefin sealable coating, such as LDPE, with a thickness of 10 to 50 microns. This layer is essential for providing the heat-sealable properties required to close the package and protecting the internal fiber layers from the liquid product.
On the exterior, a polymer dispersion coating (9) provides a protective skin against mechanical and chemical damage from the outside environment. For consumer convenience, the package can include dispensing walls pierceable by drinking straws or integrated plastic spouts made from compostable or recyclable materials like PHA or PLA.
The beauty of this system lies in its compatibility with existing infrastructure. While the material is a radical departure in terms of its chemical and physical makeup, it is designed to be used with “known forming techniques” and “conventional Form-Fill-Seal” processes. This minimizes the capital expenditure required for beverage producers to transition to more sustainable packaging.
Broader Environmental and Economic Impacts
By shifting the material balance toward fiber and utilizing thinner, more dispersible polymer coatings, this innovation addresses the “circularity” gap in the beverage industry. The patent explicitly notes that because the polymer usage is significantly reduced, the resulting structure is “easily recyclable in a paper-stream recycling process”. This could potentially lower the recycling fees (EPR) paid by producers and simplify the sorting process for municipal waste managers.
The application for this laminate is not limited to milk and juice cartons. The patent outlines use cases ranging from coffee capsules and pods to beverage bottles, ice cream packaging, and sachets for pet food or nutritional products. This versatility suggests a future where a wide array of high-barrier food packaging can finally join the paper recycling stream, transforming a complex waste problem into a streamlined, resource-efficient system.
As the industry moves toward 2030 sustainability goals, technical innovations like the Nestlé MBPL structure provide a viable roadmap. It proves that with precise material engineering and a rethinking of traditional lamination, we can maintain the high standards of food safety and convenience while respecting the limits of our planet’s recycling infrastructure.
Looking to monitor patents addressing recyclability and EPR compliance in packaging? Request a tailored patent insight brief covering fiber-based barrier systems and next-generation laminate design.